发布时间:2023-3-2 12:45:00

机械部分 |
2.1 |
主机跨距 |
4000mm(可根据客户要求定做) |
|
|
2.2 |
纵向导轨长度 |
14000mm(根据客户要求定做) |
|
|
2.3 |
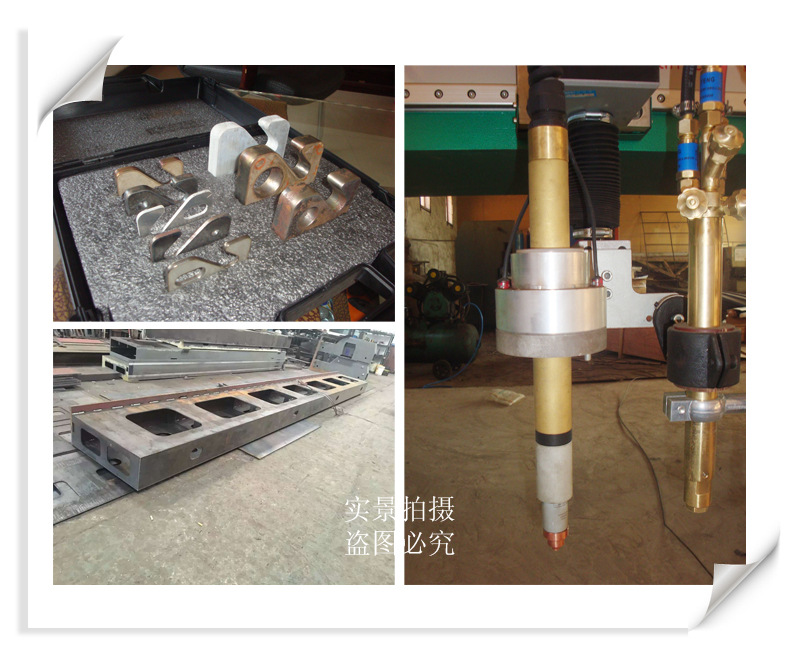
数控火焰单割炬 |
1组 |
|
|
2.31 |
等离子单割炬 |
1组 |
|
|
2.4 |
弧压调高装置(宏宇达) |
1组 |
|
|
2.41 |
电容调高装置(火焰) |
1组 |
|
|
2.42 |
自动点火装置 |
1组 |
|
|
2.5 |
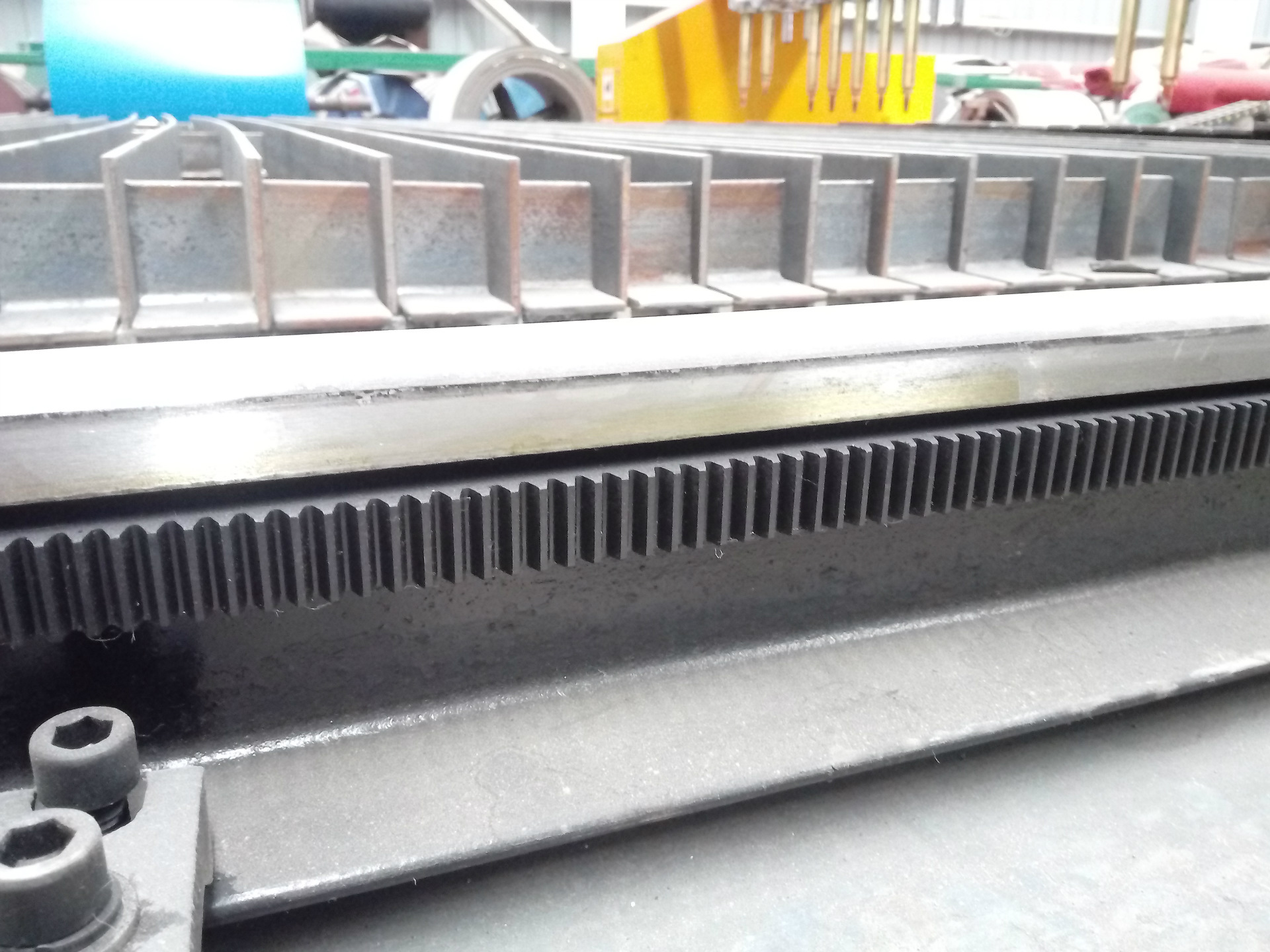
管路传动方式 |
横向履带、纵向挂架 |
|
|
2.6 |
系统、操作台方向 |
左安装或右安装 |
|
|
2.7 |
采购方负责部分 |
干式切割平台、沉重梁制作,安装场地水泥基础、纵向管路的传动等基础工作的施工将需方安装,供方提供图纸指导。 |
电控部分 |
2.8 |
数控系统 |
上海交大, 北京斯达峰 |
|
|
2.9 |
等离子电源 |
美国海宝85A,105A等,成都华荣或华远等 |
|
|
2.10 |
驱动系统/电机 |
日本松下品牌 |
|
|
2.11 |
减速机 |
德国行星减速机 |
|
|
2.12 |
自动编程、套料软件 |
澳大利亚进口FASTCAM |
|
|
3.1 |
有效切割宽度 |
单位mm |
3200 |
|
|
3.2 |
有效切割长度 |
单位mm |
12000 |
|
|
3.3 |
火焰切割厚度 |
单位mm |
200MM |
|
|
3.4 |
切割速度 |
单位mm/min |
50-3800 |
|
|
3.5 |
割炬升降距离 |
mm |
200 |
|
|
3.6 |
整机运行速度 |
mm/min |
0-9000 |
|
|
3.7 |
设定速度误差 |
% |
≤±5% |
|
|
3.8 |
自动调高精度 |
mm |
≤±1.0mm |
|
|
3.9 |
整机综合精度(以右综合图形为准)边长(四边)1000╳1000划线速度500-800mm/min |
|
A BC D |
边长(四边) |
mm |
±0.5mm |
||
纵向直线精度 |
|
±0.2mm/10m |
||
对角线误差|AD-BC| |
mm |
±0.5mm |
||
回原点偏差 |
mm |
±0.2mm |
||
交点偏差 |
mm |
±0.5mm |
||
顺逆直线偏差 |
mm |
±0.2mm |
||
|
|
3.10 |
切割表面质量(粗糙度)(选δ=25板材) |
|
Rz(um)=70+1.2a目测:粗糙度12.5 |
|
|
3.11 |
垂直度和倾斜度公差 |
|
μ(mm)=0.4+0.015a工具:角度尺 |
|
|
3.12 |
直角度 |
mm/10m |
4M×20M方的对角误差≦±0.2 mm/10m |
|
|
3.13 |
行走不直度 |
mm/有效长度 |
纵向≦±0.2mm/有效长度横向≦±0.2mm/有效长度 |
|
|
3.14 |
割炬角度误差 |
度 |
≦±0.5o |
|
|
3.15 |
划线精度 |
mm |
≤0.5mm |
|
|
3.16 |
设备噪音 |
分贝 |
≤80分贝 |